


Завод алюминиевых строительных конструкций «ПЕТРОКОН» - современное предприятие, специализирующееся на изготовлении алюминиевого профиля методом экструзии. Высокое качество нашей продукции гарантировано поэтапным контролем на всех стадиях производства алюминиевых профилей и соблюдением требований национальных стандартов.
Высокотехнологичное оборудование, установленное на заводе алюминиевых конструкций, позволяет обеспечить выпуск прессованного алюминиевого профиля объемом до 8'400т/год и комбинированных («теплых») профилей до 2'500т/год.
Для производства алюминиевых профилей прессованием применяют слитки диаметром 127мм (5дюймов) – для пресса 1'100тн и 178мм (7дюймов) – для пресса 2'200тн. Используемые марки алюминиевых сплавов EN AW-6060, EN AW-6063, EN AW-6061, EN AW-6082, АД31.
Состав технологического оборудования для производства прессованных алюминиевых профилей:
- печи газовые проходные для нагрева цилиндрических слитков (диаметром 127мм и 178мм);
- пресса горизонтальные гидравлические усилием 1'100 тн (5дюймов) и 2'200 тн (7дюймов);
- печи электрические камерные для нагрева прессового инструмента (технологической оснастки);линии водо-воздушной и воздушной закалки профилей;
- автоматические системы последовательных пуллеров для вытяжки профилей оснащенные маятниковой дисковой пилой;
- вспомогательные системы охлаждения профилей;правильно-растяжные машины с режимом автоматической работы для обеспечения повторяемости требуемых параметров правки профилей;
- автоматические линии пил финишной резки в мерную (требуемую) длину;
- печи газовые проходные для термической обработки профилей длинной до 7'000 мм и до 14'000 мм.
Технические характеристики выпускаемого профиля на прессе 1'100 тн (5дюймов):
- максимальные габаритные размеры в поперечном сечении профиля: высота до 145 мм, ширина до 165 мм;
- максимальная длина мерного профиля – от 2'000 мм до 7'000 мм;
- удельный вес профиля – от 0,05 кг/пог.м до 2,50 кг/пог.м;
- максимальный диаметр описанной окружности поперечного сечения профиля – до 150 мм.
Технические характеристики выпускаемого профиля на прессе 2'200 тн (7дюймов):
- максимальные габаритные размеры в поперечном сечении профиля: высота до 205 мм, ширина до 245 мм;
- максимальная длина мерного профиля – от 2'000 мм до 14'000 мм;
- удельный вес профиля – от 0,5 кг/пог.м до 16,0 кг/пог.м;
- максимальный диаметр описанной окружности поперечного сечения профиля – до 255 мм.
Краткое описание технологического процесса производства прессованного алюминиевого профиля
Процесс производства состоит из технологических этапов:
- Входной контроль прессового инструмента и цилиндрических гомогенизированных торцованных слитков алюминиевых сплавов требуемого химического состава.
- Прессование. Контроль технологических параметров процесса прессования.
- Правка и резка в мерную длину. Контроль геометрических размеров поперечного сечения профиля и его длины, контроль поверхности профилей.
- Термическая обработка мерного профиля. Приемочный контроль геометрических размеров и длины профиля, качества поверхности профилей. Контроль механических показателей профилей (состояния материала).
- Упаковка алюминиевых профилей. Контроль качества упаковки профиля.
Технологический процесс прессования включает операции:
- нагрев слитка цилиндрического до заданной температуры;
- рубка нагретого слитка на мерные заготовки при помощи гидравлической гильотины (ножниц горячей резки);
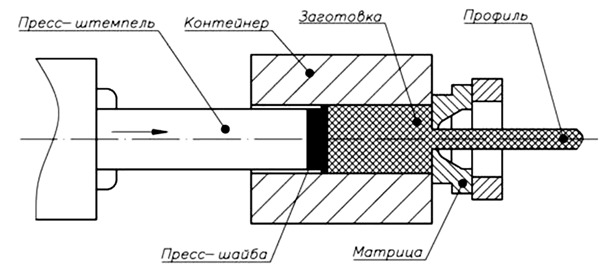
- непосредственно процесс прессования (применяется метод прямого прессования);
- закаливание профиля (водо-воздушным или воздушным способом)
Схема прямого метода процесса прессования показана на рисунке ниже.
Технологический процесс правки профиля осуществляется путем его растяжки между двумя гидравлическими зажимами. Этот процесс осуществляется при помощи правильно-растяжной машины, которая предназначена для исправления продольной кривизны профиля. Тянутый профиль передается на приемный рольганг пилы финишной резки для его раскроя в мерную длину.
Технологический процесс термической обработки мерного профиля проводится по заданным температурно-временным параметрам с целью достижения требуемых показателей механических свойств.
Для расширения номенклатуры производимых профилей на предприятии применяется технологический процесс производства комбинированных профилей (т.е. профилей с терморазрывом или термомостами). Термомост - это полимерный профиль из полиуретана или полиамида. Он вставляется между двумя алюминиевыми профилями, которые составляют единую алюминиевую систему (например, оконную алюминиевую систему).